Каз.Патент № 6364 от 15.07.98г.
Каз.Патент № 6364 от 15.07.98г.
Наименование изобретения:
«Способ Жакупова-Киселева ремонт и восстановление рабочих кромок лопаток паровых турбин»
Авторы: Жакупов Г.А., Киселёв Л.А,
Патентообладатель: Жакупов Г.А. Киселёв Л.А.
Патентообладатель: Жакупов Г.А. Киселёв Л.А.
Цель (технический эффект) изобретения: Обеспечение возможности ремонта и восстановления рабочих лопаток турбин без их демонтажа с ротора турбины. Снижение затрат связанных с ремонтом турбин. Повышение эрозионной стойкости рабочих кромок лопаток паровых турбин.
Аналоги: Патент Японии по заявке № 60-183822Ю1В23К. 31/00; 9/04 1987г.)
Прототип: Способ ремонта осуществляемый по технологии ИЭС «Патова» Южноэнергетическим отделением ОАО «ТурбоАтом» см. кн. Новикова Ю.Н «Защита и упрочнение деталей при ремонте энергетического оборудования « - разделы 15,16 /Восстановление эрозионных лопаток паровых турбин/:.> М.Энергоиздат 1991 г.
Общие признаки аналогов, прототипа и предложенного изобретения.
Аналоги: Патент Японии по заявке № 60-183822Ю1В23К. 31/00; 9/04 1987г.)
Прототип: Способ ремонта осуществляемый по технологии ИЭС «Патова» Южноэнергетическим отделением ОАО «ТурбоАтом» см. кн. Новикова Ю.Н «Защита и упрочнение деталей при ремонте энергетического оборудования « - разделы 15,16 /Восстановление эрозионных лопаток паровых турбин/:.> М.Энергоиздат 1991 г.
Ремонт и восстановление кромок лопаток паровых турбин производят по следующей технологической схеме:
а) абразивная или механическая обработка эрозионноизношенных кромок.
б) диагностика металла рабочих кромок.
в) восстановление кромки наплавкой.
г) механическая и термическая обработка кромки.
д) контроль качества восстановленного металла.
Технический результат(Отличительные признаки)
предложенного изобретения достигнут:
Тем, что предварительно перед наплавкой рабочую кромку после механической обработки и дефектоскопии подвергают оплавлению электрической дугой, а затем осуществляют многослойную наплавку, причем при наплавке нижних слоев используют проволоку аустенического класса. После наплавки кромки осуществляют автотермообработку, абразивную обработку и напыление защитного слоя.
Конкуренты, партнеры:
Восстановлением рабочих кромок лопаток паровых турбин занимаются фирма "Siemens", ЦКТИ им Ползунова г.Санкт-Петербург, "ВТИ" г.Москва.
а) абразивная или механическая обработка эрозионноизношенных кромок.
б) диагностика металла рабочих кромок.
в) восстановление кромки наплавкой.
г) механическая и термическая обработка кромки.
д) контроль качества восстановленного металла.
Технический результат(Отличительные признаки)
предложенного изобретения достигнут:
Тем, что предварительно перед наплавкой рабочую кромку после механической обработки и дефектоскопии подвергают оплавлению электрической дугой, а затем осуществляют многослойную наплавку, причем при наплавке нижних слоев используют проволоку аустенического класса. После наплавки кромки осуществляют автотермообработку, абразивную обработку и напыление защитного слоя.
Конкуренты, партнеры:
Восстановлением рабочих кромок лопаток паровых турбин занимаются фирма "Siemens", ЦКТИ им Ползунова г.Санкт-Петербург, "ВТИ" г.Москва.
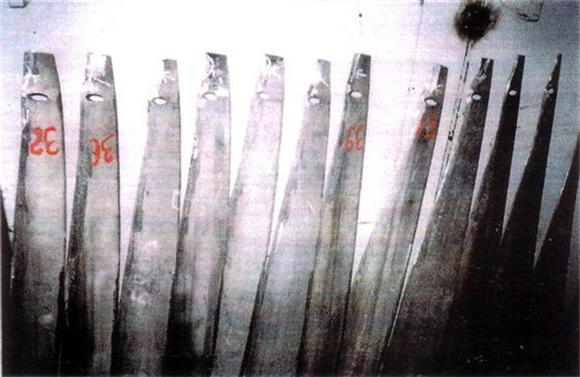
Рис.1 лопатки 5-ой ступени турбинs К-300
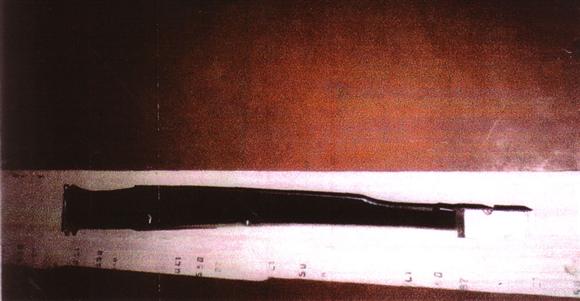
Рис.2 Лопатка последней ступени турбины К-500
После обработки кромок механическим способом до здорового металла производят операции абразивной обработки в камере, оплавление, наплавку, автотермообработку, проковку и напыление, мехобработку, испытания на стенде и дефектоскопию. Выполнение операций представлено на рис.3-14.
После обработки кромок механическим способом до здорового металла производят операции абразивной обработки в камере, оплавление, наплавку, автотермообработку, проковку и напыление, мехобработку, испытания на стенде и дефектоскопию. Выполнение операций представлено на рис.3-14.
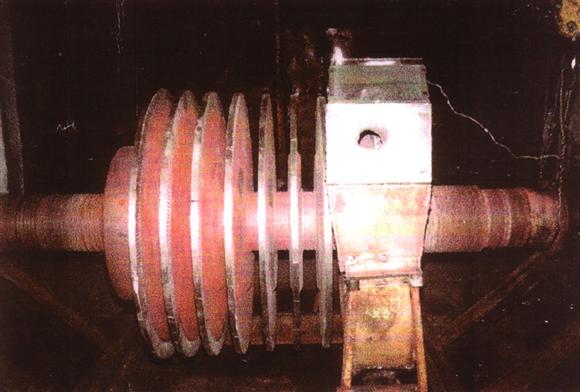
Рис.3 Абразивная обработка кромок в камере
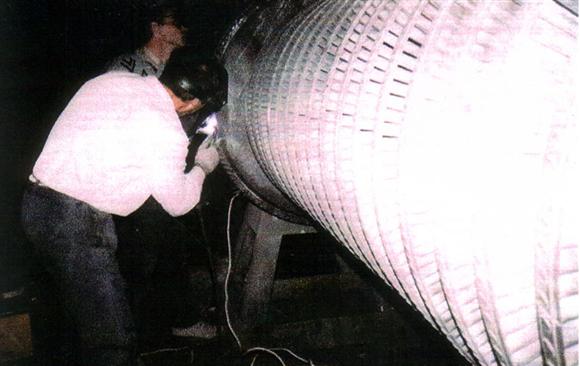
Рис.4 Оплавление и наплавка лопаток непосредственно на роторе турбины
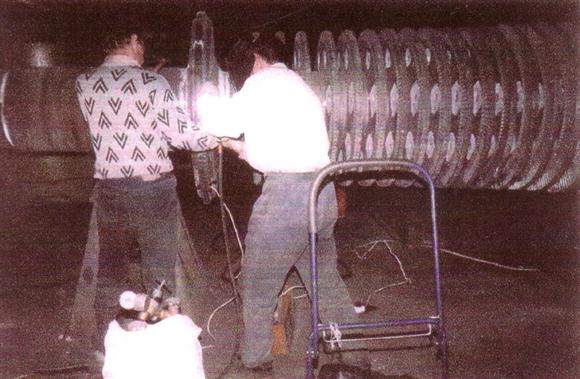
Рис.5 Автотермообработка

Рис.6 Оплавление после наплавки
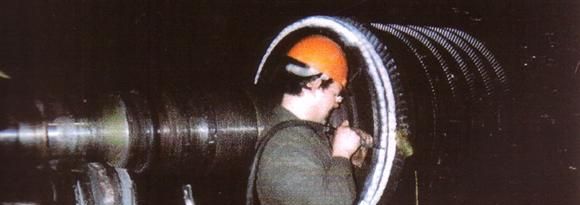
Рис.7 Механическая обработка (товарная) наплавленных слоев
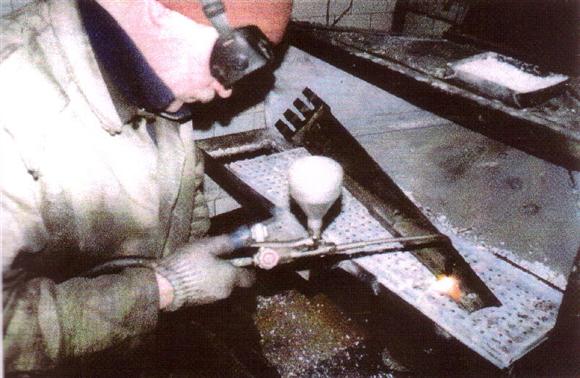
Рис.8 Упрочнение кромок 28-ой ступени турбин ПТ-60-90/13 газотермическим напылением

Рис.9 Виброиспытания лопаток на стенде

Рис.10 Дефектоскопия 9 лопаток
Рис.11 Секция лопаток (13 штук) турбины К-300 после восстановления

Рис.12 Лопатка турбины К-500 после восстановления
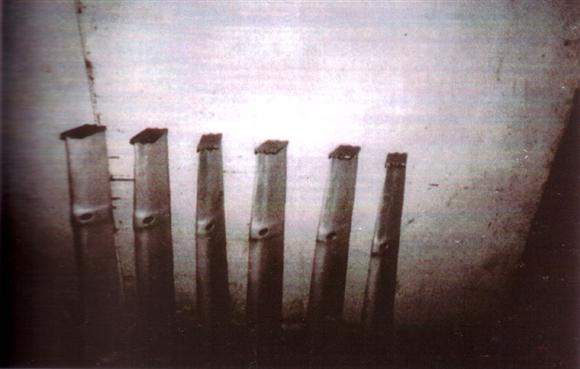
Рис.13 Лопатки 4-ой ступени турбины К-300 после восстановления
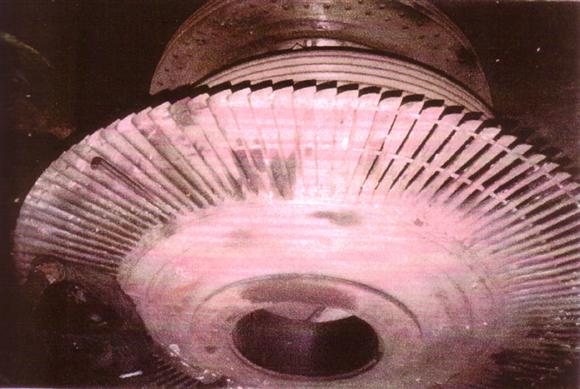
Рис.14 Лопатки турбины ПТ-60-90/13 после восстановления
Достигнутый технический эффект:
Рабочие лопатки после восстановления эрозионноизношенных кромок прошли усталостные испытания на стенде в «НПО ЦКТИ» им. Ползу нова, г. С-Петербург. Результаты испытаний лопаток на уровне новых штатных лопаток. Восстановлению лопатки подвергались на ПТЭ.Ц-2 г. Петропавловск, ТЭЦ-1 и ТЭЦ-2 г. Астана, ТЭЦ-2 г. Павлодар, ГРЭС г. Аксу и др.
Экономический эффект.
1.Стоимость последней 28-ой ступени новых лопаток турбины ПТ-60-90/13 в количестве 112 штук составляет 88,0 тыс.$. Стоимость восстановления 22,2 тыс.$. Экономический эффект только от ремонта одного ряда последней 28-ой ступени ПТ-60-90/13 составляет 65,8 тыс.$.
2. Стоимость одного ряда новых лопаток 5-ой ступени в количестве 104 штук турбины К-300 составляет 175,0тыс.$. Стоимость восстановления - 75,0 тыс.$.
Экономический эффект 100,0 тыс.$.
Готовность изобретения к внедрению в производство.
а) Имеется лицензия 0003013 от 7.12.2000 г.
б) Каз. патент 6364.
в) Производственные инструкции № 391; № 27.
г) Технологический процесс.
д) Оборудование и оргоснастка.